When you start learning about MIG welding, you may wonder: *What gas does a MIG welder use?* This is one of the most common questions for beginners and even for people with some experience in welding. Choosing the right gas is not just about following a manual—it can decide how strong, neat, and safe your welds turn out. The topic seems simple, but there are many details that affect your results, from the type of metal to your working environment.
Understanding the role of shielding gas in MIG welding can help you avoid mistakes, save money, and get better welds. The wrong gas choice leads to weak joints, excess spatter, and ugly welds that might even fail under stress. On the other hand, when you pick the correct gas and know how to use it, your welds become cleaner, stronger, and easier to finish.
This article will give you clear, complete guidance on what gases MIG welders use, why these gases matter, how to choose the right one, and what happens if you pick incorrectly. We’ll also cover the science behind shielding gases, safety tips, and some common questions people ask.
Whether you are starting out or looking to improve your welding skills, you will find practical, useful insights here.
What Is Mig Welding And Why Does Gas Matter?
Before we talk about specific gases, it’s important to understand the basics of MIG welding and the purpose of the shielding gas.
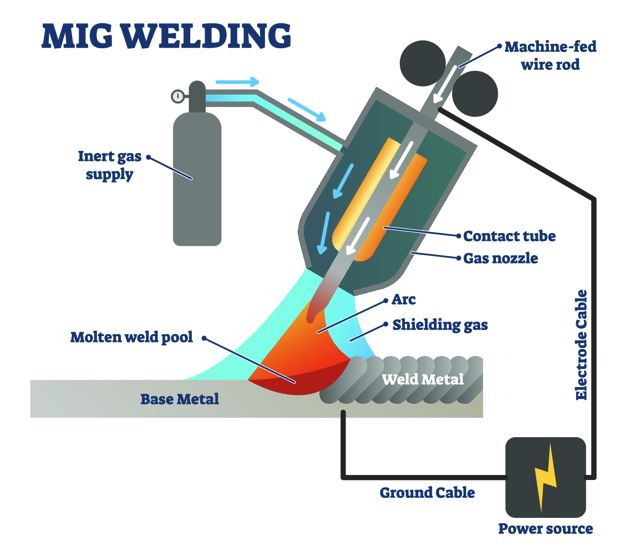
MIG welding, or Metal Inert Gas welding, is a process that uses a wire electrode fed through a welding gun. This wire melts and joins metal pieces together. An electric arc forms between the wire and the workpiece, generating the heat needed to melt the metal.
The role of the shielding gas is critical. The gas flows out of the welding gun and forms a cloud around the weld area. This protects the molten metal from the air, which contains oxygen, nitrogen, and water vapor. If these gases reach the hot weld, they cause problems like:
- Porosity (small holes in the weld)
- Weak welds
- Excess spatter
- Poor appearance
The right shielding gas keeps your weld clean and strong by stopping these reactions. That’s why it’s essential to know which gas to use for each job.
The Main Shielding Gases Used In Mig Welding
MIG welding uses several types of gases, alone or in mixtures. Each has its own properties and best uses. The main gases are Argon, Carbon Dioxide, Helium, Oxygen, and sometimes Nitrogen. Let’s look at each one in detail.
1. Argon
Argon is the most common gas for MIG welding, especially for non-ferrous metals (metals that don’t have iron, like aluminum and copper). It is a noble gas—which means it is chemically inactive. This makes it perfect for shielding the weld area without causing unwanted reactions.
- Produces a stable, smooth arc
- Results in less spatter
- Provides clean, visually appealing welds
Argon is usually used as a base gas in mixtures. For example, in steel welding, argon is often combined with a small amount of carbon dioxide.
2. Carbon Dioxide (co₂)
Carbon dioxide is the only active gas commonly used for MIG welding. It is much cheaper than argon and is widely used for welding mild steel.
- Good penetration (the weld melts deep into the base metal)
- More spatter compared to argon
- The arc is less stable and less smooth
Many workshops use 100% CO₂ for cost reasons, especially for structural steelwork. However, the weld quality is not as good as with argon-rich mixtures.
3. Argon-co₂ Mixtures
This is the most popular combination for welding carbon steel. The typical mix is 75% argon and 25% CO₂, sometimes called C25.
Benefits include:
- Smooth arc
- Low spatter
- Good penetration and weld appearance
Shops often choose argon-CO₂ mixtures because they combine the best of both gases: argon’s smoothness and CO₂’s penetration.
4. Helium
Helium is used mainly for non-ferrous metals like aluminum, magnesium, and copper alloys. It is lighter than air and provides a hotter arc, which is useful for thicker materials.
- Produces a wide, flat bead
- Used in mixtures with argon to balance cost and weld quality
- Can be expensive
Helium is rarely used alone in MIG welding due to its cost and the high flow rates needed.
5. Argon-helium Mixtures
These mixtures are chosen when you need higher heat input, like for thick aluminum plates.
- Improves weld pool fluidity
- Speeds up welding
- Used for special applications
The mix ratio depends on the material thickness and desired weld properties.
6. Oxygen (small Amounts)
Oxygen is sometimes added in small percentages (up to 5%) to argon mixtures for welding stainless steel and carbon steel. Oxygen helps stabilize the arc and improve the weld’s appearance.
- Enhances arc stability
- Promotes better wetting (flow of the molten metal)
But too much oxygen can cause rust and reduce weld strength.
7. Other Gases (nitrogen, Hydrogen)
Nitrogen and hydrogen are rarely used for MIG welding. Sometimes, a small amount of nitrogen is added when welding certain stainless steels or nickel alloys, but this is uncommon. Hydrogen might be used in special cases for austenitic stainless steels, but it requires expert handling due to safety risks.

Comparing Shielding Gas Choices
To help you see the differences, here is a comparison of the most common gases and mixtures for MIG welding.
| Gas / Mixture | Typical Use | Arc Stability | Weld Appearance | Cost |
|---|---|---|---|---|
| 100% Argon | Aluminum, non-ferrous metals | Very stable | Clean, smooth | Higher |
| 100% CO₂ | Mild steel | Less stable | More spatter | Low |
| 75% Argon / 25% CO₂ (C25) | Mild steel | Stable | Good appearance | Medium |
| Argon / Helium | Thick aluminum, copper | Stable/hotter | Wide bead | High |
| Argon / Oxygen | Stainless steel, carbon steel | Very stable | Good wetting | Medium-High |
How To Choose The Right Gas For Your Mig Welder
Choosing the correct gas depends on several factors. Using the wrong gas can cause poor welds or even damage your equipment.
1. Type Of Metal
This is the most important factor. Each metal has its preferred gas or mixture.
- Mild Steel: Use 100% CO₂ (for cheap, strong welds but more spatter) or 75% Argon/25% CO₂ for cleaner, smoother welds.
- Stainless Steel: Use an Argon/CO₂/Oxygen blend (typically 90% Argon, 7.5% CO₂, 2.5% Oxygen).
- Aluminum: Use 100% Argon for thin sections. For thicker pieces, add helium.
- Copper, Magnesium, Nickel Alloys: Usually require Argon/Helium mixtures.
2. Thickness Of The Material
- Thin materials: Use more argon. It gives a soft, stable arc that is less likely to burn through.
- Thick materials: Use more helium or CO₂ for deeper penetration and higher heat.
3. Welding Position
Some gases or mixtures produce better results in certain positions (flat, vertical, overhead). For example, argon-rich mixes are easier to control in out-of-position welds.
4. Cost And Availability
Pure argon and helium can be expensive and hard to find in some locations. CO₂ is cheap and widely available.
5. Desired Weld Quality
If you need a perfect-looking weld for a visible part, use an argon-rich mix. For structural welds where appearance is less critical, CO₂ may be good enough.
The Science Behind Shielding Gas In Mig Welding
Shielding gases do more than just protect the molten metal. They also change the way the arc behaves and how the weld looks.
- Inert gases like argon and helium don’t react with the metal. They create a clean, stable arc and a smooth weld pool.
- Active gases like CO₂ can react with the weld pool. This gives deeper penetration but also more spatter and smoke.
The right blend of gases can control arc characteristics, bead shape, penetration, and even the amount of smoke or fumes.
Example: Why Not Use Air Instead Of A Shielding Gas?
Air contains about 21% oxygen and 78% nitrogen. If you try to MIG weld without shielding gas, the weld will pick up these gases, causing:
- Porosity (tiny bubbles in the weld)
- Weakness and cracking
- Bad-looking welds
That’s why a proper shielding gas is not optional—it’s essential.
Shielding Gas Flow Rate: Getting It Right
Using the right gas is only half the story. You also need to set the correct flow rate. Too little gas will not protect the weld. Too much gas can cause turbulence and suck in air.
- Typical flow rates: 20–30 cubic feet per hour (CFH)
- For drafty environments, you may need to increase flow a little
A common mistake is turning the gas up too high, thinking more is better. In fact, excess flow creates problems and wastes gas. Always check your regulator and adjust as needed.
Common Shielding Gas Mixtures For Mig Welding
Here are some standard mixtures used in real workshops and factories.
- C25 (75% Argon / 25% CO₂): Most popular for mild steel.
- 98% Argon / 2% Oxygen: Used for spray transfer welding of carbon and low-alloy steels.
- 90% Argon / 7.5% CO₂ / 2.5% Oxygen: For stainless steel.
- 100% Argon: For aluminum, magnesium, and copper alloys.
- 75% Helium / 25% Argon: For thick non-ferrous metals.
You may see other blends, but these cover most needs.
Gas Cylinder Sizes And Handling
Shielding gas is stored in high-pressure cylinders. They come in various sizes, from small portable tanks to large industrial bottles.
Typical Cylinder Sizes
| Cylinder Size | Volume (Cubic Feet) | Typical Use |
|---|---|---|
| 20 CF | 20 | Hobby, portable jobs |
| 80 CF | 80 | Small shops, home use |
| 125 CF | 125 | Medium workshops |
| 300 CF | 300 | Industrial, high-volume |
Tip: Always store cylinders upright, chained to a wall or cart, and keep the valve cap on when not in use.
Safety Considerations When Handling Shielding Gases
Working with high-pressure gases is safe if you follow basic rules:
- Never use oil or grease on cylinder valves or regulators. These can cause explosions with oxygen.
- Transport cylinders upright and secure them to prevent falling.
- Check for leaks using soapy water around connections.
- Do not weld in a confined space without ventilation. Shielding gases can displace air and cause suffocation.
- Wear protective gear, including gloves and eye protection.
Some gases, especially CO₂ and helium, can cause asphyxiation if they leak in a small area. Always work in a ventilated place.
Practical Tips For Beginners
- Start with C25 gas for mild steel. It’s the easiest for learning and gives nice welds.
- Don’t use 100% CO₂ unless you are ready to deal with more spatter and cleanup.
- Check your gas connections before starting. Small leaks waste gas and money.
- Keep your cylinder upright and never lay it down when in use.
- Get a flow gauge for precise control.
- If you hear hissing, check for leaks—don’t ignore it.
Insight: Many beginners think more gas flow gives better results. In reality, too much gas causes turbulence and actually draws air into the weld area, making things worse.
Another common mistake: Some try to save money by using the wrong gas for the metal. For example, using CO₂ on aluminum will ruin the weld. Always match the gas to your metal.
Environmental And Cost Factors
Welding gases are not just about quality—they affect the environment and your wallet.
- CO₂ is cheap, but comes from fossil sources and adds to greenhouse gases. However, the amount used in welding is small compared to other industries.
- Argon and helium are more expensive. Helium is a limited resource, which is why it’s used sparingly.
Tip: Return empty cylinders on time to avoid rental charges. Many suppliers charge by the month.
Mig Welding Without Gas: Is It Possible?
Some machines claim to offer MIG welding without gas. These are called flux-cored welders. They use a special wire with a core of flux that creates its own shielding gas when heated.
- Flux-cored welding is useful outdoors or in windy places.
- Welds are rougher and need more cleaning.
- Not suitable for all metals (not for aluminum).
If you want the best-looking, cleanest welds, use a proper shielding gas. Flux-cored is mainly for situations where gas cylinders are not practical.

Real-world Examples: Gas Selection For Projects
Let’s look at a few examples to see how gas choice makes a difference.
Example 1: Welding A Car Panel (thin Steel)
You need a smooth, clean weld with little spatter. The best gas is C25 (75% argon, 25% CO₂). It gives a soft arc that won’t burn through the thin metal.
Example 2: Building A Steel Table (thick Mild Steel)
For deep welds, you can use 100% CO₂ to save money. But expect more spatter and rougher welds. If you want a better finish, use C25.
Example 3: Repairing Aluminum Parts
Always use 100% argon. Do not use CO₂ or mixed gases—they cause ugly, weak welds on aluminum.
Example 4: Stainless Steel Exhaust System
Use a tri-mix (argon, CO₂, and a little oxygen). This gives strong, corrosion-resistant welds.
The Role Of Gas Purity
Welding gases come in different purities. Most hobby welders use industrial grade gas, which is fine for general work. For high-quality or critical welds, use welding grade or ultra-high purity gas.
Impurities in gas can cause porosity, weak welds, and even failures in safety-critical parts. Always buy from a trusted supplier.
How To Read Gas Bottle Labels
Each cylinder will have a label showing:
- The type of gas (e.g., Argon, CO₂)
- The mix percentage (for blends)
- The grade (purity level)
- Pressure (usually in PSI or bar)
Check this label before connecting to your welder.
Can You Mix Your Own Gases?
Some advanced welders blend their own gases using two cylinders and a special mixer. For most people, it’s best to buy pre-mixed gas. Mixing by hand is risky and can give inconsistent results.
Why Some Gases Are Not Used In Mig Welding
Certain gases, like acetylene or propane, are never used as shielding gases for MIG welding. They are fuel gases for cutting and heating, not for protecting welds. Using the wrong gas can damage your equipment and endanger your safety.
Troubleshooting Common Gas-related Problems
- Porosity (holes in the weld): Check for leaks, drafts, or low gas flow.
- Spatter: Try an argon-rich mix instead of pure CO₂.
- Weak welds: Make sure you use the right gas for the metal.
The Future Of Mig Welding Gases
Research continues into new gas blends that reduce fumes, improve weld quality, and lower costs. Specialty gases for robotic welding are also being developed. For now, the main gases (argon, CO₂, helium, oxygen) remain the standard in workshops worldwide.
For further details and technical data, you can check resources like the Wikipedia page on gas metal arc welding.
Frequently Asked Questions
What Happens If I Mig Weld Without Gas?
Welding without shielding gas causes the weld to absorb oxygen and nitrogen from the air. This leads to porosity, weak welds, and lots of spatter. The weld may break under stress. Only flux-cored wire can be used without external gas.
Can I Use The Same Gas For All Metals?
No. Different metals need different shielding gases. For example, steel uses CO₂ or argon mixes, while aluminum needs pure argon. Using the wrong gas can ruin your weld.
How Long Does A Gas Cylinder Last?
It depends on the size of the cylinder and your flow rate. For example, an 80 CF cylinder at 20 CFH will last about 4 hours of continuous welding. Larger cylinders last longer but are heavier and more expensive.
Is Co₂ Dangerous To Use For Mig Welding?
CO₂ is safe if used with proper ventilation. It can displace air in a small space, causing suffocation. Always weld in a ventilated area and check for leaks.
Can I Refill My Own Gas Cylinders?
In most places, only licensed suppliers can refill gas cylinders. Refilling them yourself is dangerous and illegal in many regions. Always exchange or refill cylinders at an authorized supplier.
Final Thoughts
Choosing the right gas for your MIG welder is more than just a technical detail—it’s a key step to getting strong, clean, and professional-looking welds. Understanding the role of shielding gases, their differences, and how to handle them safely will help you avoid costly mistakes and improve your welding results.
Remember to match your gas choice to the metal, thickness, and job requirements. With this knowledge, you can approach any MIG welding project with confidence and skill.